ВВЕДИТЕ СПИСОК ИНТЕРЕСУЮЩИХ ВАС ТОВАРОВ В ПРОИЗВОЛЬНОЙ ФОРМЕ ИЛИ ПРИКРЕПИТЕ
ФАЙЛ
Информация по товару
Телефон*
×
ОТПРАВИТЬ
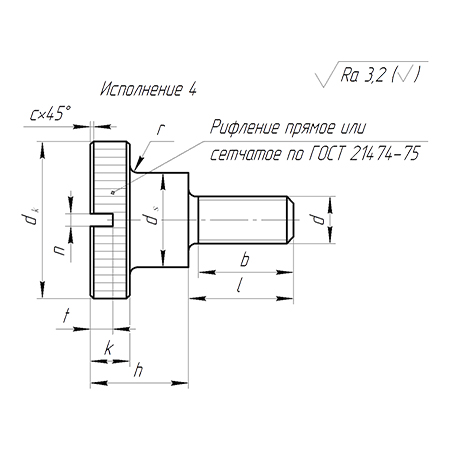
ГОСТ 21331-75
Винт с накатанной высокой головкой
ГОСТ 21331-75 регламентирует требования к конструкции и размерам винтов с металлической/пластмассовой накатанной высокой головкой. Подобная специфика наделяет их дополнительными преимуществами относительно иных видов крепежей. У головки присутствует боковое ребро с фаской для более быстрого и удобного выворачивания.
Винт обеспечивает надежное быстроразъемное соединение деталей. В конструкции метиза присутствует цилиндрический подголовник, а на его металлический стержень наносится полная метрическая резьба.
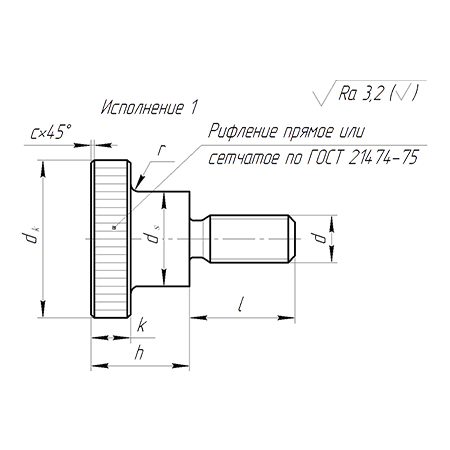
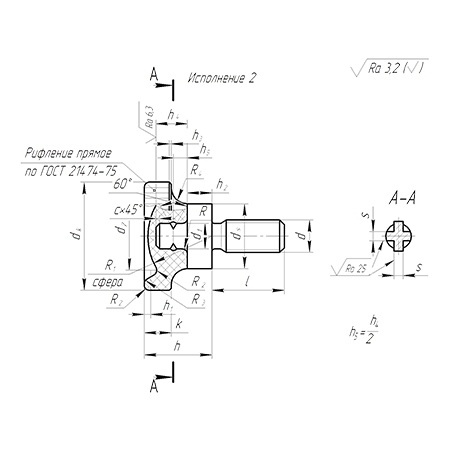
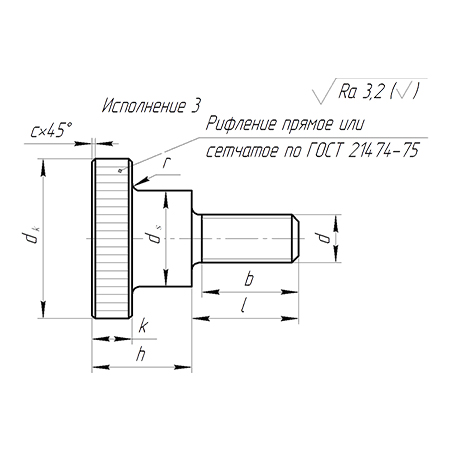
Винт выпускается в следующих исполнениях:
Под головкой расположен подголовок, диаметр которого больше, чем у стержня винта.
Головка выполнена из пластмассы с прямыми мелкими выступами на поверхности и лункой вверху, стержень из металла. На конце винта нанесена насечка в виде креста для исключения проворачивания.
Подготовки нет, рифление прямого типа.
То же самое, что и третий вариант, но на головке предусмотрен шлиц для плоской отвертки.
Характеристики и материалы изготовления
Точность изготовления крепежей по ГОСТ 21331-75 отвечает требованиям классов А и Б. Варианты резьбы – М1-М12. Крепежные элементы производятся из различных марок стали: тепло- и жаростойких, коррозионностойких, легированных, углеродистых, а также сплавов цветных металлов. На некоторые исполнения винтов наносятся гальванические покрытия.
Особенности использования крепежа
Винты используются в машиностроении, приборостроении, строительной отрасли, при изготовлении мебели, для соединения элементов механического, электронного оборудования и во многих других отраслях производства.
Способ монтажа
Ребристая поверхность накатанной головки ГОСТ 21331-75 позволяет устанавливать их без применения инструмента, что упрощает процесс.
Размеры, приведенные в скобках, ограниченного применения.
Обозначения
d – номинальный диаметр резьбы
dk – диаметр головки
ds – диаметр подголовка
k – высота головки
h – высота головки и подголовка
P – шаг резьбы
b – длина резьбы
n – ширина шлица
t – высота шлица
R – радиус сферы
r – радиус под головкой
l – длина стержня
Условные обозначения
Условное обозначение барашкового винта класса точности А, исполнения 1, с диаметром резьбы d = 10 мм, крупным шагом резьбы, длиной l = 16 мм, класса прочности 4.6, без покрытия:
 Товары со скидкой
Товары со скидкой